 English
English 中文简体
中文简体 Español
EspañolCat:Wire Wheel Brush
Twist Wire Pen-Type Wire Brush: Compact and Versatile Cleaning Tool The twist wire pen-type wire brush is a compact, han...
See Details
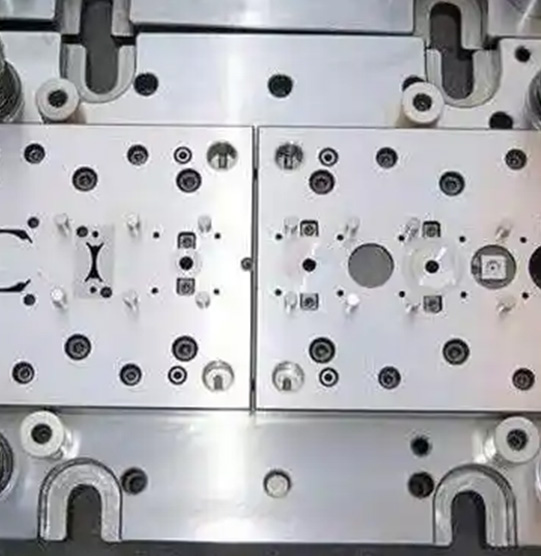
Stamped metal parts often move into assembly right after production, so even a small change in shape or position may create extra work later. A hole that shifts slightly, a bend that comes out unevenly, or an edge that does not match the intended line can slow down fitting and force additional adjustment. In day-to-day manufacturing, that kind of variation usually shows up as time loss, material waste, or repeated inspection.
Consistency matters because stamping is built on repetition. One tooling setup may run through many cycles, and each cycle is expected to produce a part that stays close to the same form. Once that pattern breaks, the whole flow becomes harder to keep steady.
A Precision Stamping Die helps hold that repeatable pattern in place. Instead of depending on frequent manual correction, the die gives the material a fixed forming path. Once the sheet enters the working area, movement stays controlled, which helps each part keep a similar result across repeated production runs.
Part consistency usually affects several practical points:
Shape is only one side of consistency. Position, surface contact, and forming depth also matter. A part may look similar at a glance and still cause trouble during assembly if one detail shifts out of line. Tooling that keeps those details under control usually makes production easier to manage.
Product variety has also pushed stamping work toward more careful control. Parts now come in many shapes and structures, and a tool that works well for one design may not suit another. For that reason, stamping equipment needs to stay practical while still holding a reliable forming condition.
A stamping die guides metal through a shaped path so material changes form in a controlled way. Once the sheet is positioned inside the working area, pressure and movement act together to create the required part. Every cycle follows the same basic route, so the result can remain close from one piece to the next.
Die structure has a direct effect on how the part takes shape. If positioning is stable and contact areas are arranged properly, material flow stays more predictable. When those conditions are not well matched, small shifts may appear in the finished piece, and those shifts often repeat across production.
A clear die layout supports repeatable forming. Cutting, bending, drawing, and shaping areas need to work in a way that matches the part structure. Once the sequence fits the product, each forming step can support the next one without creating unnecessary disturbance.
| Factor | Effect On Stamping |
|---|---|
| Die layout | Directs material movement |
| Position control | Helps keep parts aligned |
| Surface condition | Influences contact quality |
| Setup method | Supports repeatable output |
Different parts call for different tooling layouts. A simple component may need only a basic shaping path, while a more detailed piece may require several forming sections to work in sequence. In both cases, the same idea remains: guide the material in a way that can be repeated with little variation.
Material behavior also has to be considered. Some metals respond differently under pressure, so die design usually follows the properties of the material being processed. When the tooling matches the material well, part formation becomes more stable and easier to control.
Performance depends on more than overall shape. Small design details inside the tooling can change how the die behaves during repeated use, especially when production continues for long runs.
Arrangement of forming sections is one important point. Each section should do its part without interfering with the next step. When the flow inside the die feels orderly, material movement becomes easier to manage.
Tooling material also matters. A die faces repeated contact with metal sheets, so its working condition needs to hold up under regular use. Material choice is often made with production demands in mind, not appearance alone.
Maintenance access is another practical concern. A structure that is too difficult to inspect may create delays later, especially when adjustment or cleaning is needed. A more open design usually makes day-to-day care simpler.
Common design points include:
A useful design balances accuracy with working convenience. A die that performs well during a single cycle still needs to remain manageable after many cycles, so long-term production conditions matter as much as the initial setup.
A Stamping Tool Die gives shape to metal parts and helps carry the production process through repeated forming. Different products need different tooling arrangements, so the die has to follow the real structure of the part rather than a fixed pattern.
Some parts call for simple cutting or light forming. Others need several steps before the final shape appears. A tooling system that matches those needs can keep production moving without forcing the part design to change just to fit the machine.
| Part Type | Tooling Need |
|---|---|
| Flat piece | Stable cutting and forming |
| Part with opening | Accurate positioning |
| Bent section | Controlled shaping path |
| Detailed part | Careful tooling layout |
That relationship between product and tooling is what keeps stamping useful across so many fields. When the die matches the part design, production usually feels steadier and easier to organize.
A stamping die works under repeated pressure for long periods, so wear on working surfaces is almost unavoidable. Small changes may appear slowly, yet once contact areas begin to shift, part shape and forming behavior can change with them.
Maintenance is usually easier when handled before problems grow larger. Regular checks give operators a chance to notice surface marks, residue buildup, or slight movement changes while production is still running in a manageable state. That kind of early attention often saves later adjustment work.
Common care tasks often include:
Surface condition matters because stamping relies on repeated contact between material and tooling. Once a working area becomes uneven, the material may not enter the die in quite the same way as before. Even a small difference can show up again and again across a full production run.
Positioning also needs attention. A die usually has several sections working together, and those sections depend on accurate placement. When one area drifts out of line, other parts of the forming process may no longer match as closely as intended.
Regular maintenance gives production a steadier base. Instead of waiting for a fault to interrupt the line, operators can arrange inspection and adjustment during planned periods. That keeps the process more orderly and reduces sudden changes in workflow.
A Precision Stamping Die is built for repeated forming, yet repeated use still changes the tooling condition over time. Careful maintenance helps keep the working state closer to the original setup and supports more stable output from one batch to the next.
Stamping depends on repeatability. Once the die loses accuracy, the change may not appear all at once, yet it can spread through many pieces before anyone notices. Parts that should match can start to differ in size, position, or edge formation.
Since one tooling setup may be used many times in a row, a small error can affect a larger number of parts. That often leads to extra sorting, more inspection, or additional correction work later in the line.
| Tooling Situation | Possible Production Change | |
|---|---|---|
| Position shift | Part shape may move away from target | |
| Surface wear | Forming results may become uneven | |
| Section mismatch | Different areas may stop working together well | |
| Missed inspection | Small issues may stay hidden longer |
Part consistency also matters after stamping ends. Many components move into assembly soon after production, so shape changes can create extra fitting work or slow down the next stage. In some cases, a small shift in one area may affect how another part connects with it.
Production quality never depends on tooling alone. Material condition, machine setup, and operator handling all affect the result as well. Still, once the die accuracy changes, the effect often appears across the whole batch, which makes tracking the cause more difficult.
A Stamping Tool Die needs to suit both the part shape and the working environment. Even a die that performs well at the start can create trouble later if wear, alignment, or maintenance is overlooked.
Manufacturing demands keep changing, and stamping tools need to move with them. Parts are no longer limited to simple shapes. More designs now include bends, openings, or detailed forming areas, which asks more from the tooling side.
Die development has become more practical and more flexible. Manufacturers need tooling that can match the part design while still remaining manageable in daily production. That means easier inspection, smoother setup, and clearer working paths inside the die.
A few areas continue to shape tooling development:
Complex parts need more careful planning before production starts. Each forming area has to work in a clear order, so material moves through the die without unnecessary disturbance. Once that path is set up well, the part is more likely to keep the same shape from one cycle to the next.
The connection between design and production has become tighter over time. A die is not just a separate tool sitting beside the process. It is part of the way the product is made, so material behavior, machine condition, and part structure all influence how the tooling should be arranged.
Stamping remains useful because it can produce many similar parts with a steady structure. Even as manufacturing changes, that basic need has not gone away. What changes is the level of control expected from the tooling.
Future production settings may ask for more flexible layouts and more varied component designs. A die that can be planned clearly and maintained without much trouble gives manufacturers more room to handle those changes.
Several factors will keep shaping stamping work:
Stable stamping comes from several parts working together. The die sets the forming path, the machine provides movement, the material brings its own behavior, and the operator keeps the process on track. When those parts stay aligned, production usually feels easier to manage.
Precision Stamping Die supports that balance by helping control how metal parts are formed during repeated operations. Combined with a suitable Stamping Tool Die and regular care, it gives production a more reliable base.
As product requirements continue to change, stamping methods will keep adjusting through better tooling design and more practical production planning. Careful setup, steady maintenance, and a sensible working approach will remain part of keeping part output consistent.

Twist Wire Pen-Type Wire Brush: Compact and Versatile Cleaning Tool The twist wire pen-type wire brush is a compact, han...
See Details
The Full-Automatic Wire Twist Pen Brush Machine represents a significant leap in efficiency and precision for manufactur...
See Details
The Bowl Type Twisted Wire Brush is an industrial-grade cleaning tool designed for surface preparation, rust removal, an...
See Details
The Flower Head Wire Wheel Brush is a versatile and durable cleaning tool designed for use in various surface preparatio...
See Details
We warmly welcome all industrial and trade companies, converters, abrasives and tool agents and distributors to join us, enjoy Tarun's platform, develop their own markets, and share world resources!
+86-18867586928
Xiaxichi Industrial Zone, Gushan Town, Yongkang City, Jinhua City, Zhejiang Province

Scan the QR code
Copyright © Yongkang Tarun Technology Co., Ltd.

Metal Processing Automatic Machine Factory
+86-18867586928
Contact Us